Quel est ma méthode de fabrication en coutellerie d’art ?
 Bienvenue,
Bienvenue,
Pour connaître les modèles disponibles, en coutellerie d’art, vous rendre sur mon e-boutique en suivant ce lien :
https://verdoncoutellerie.net/couteau-artisanal-original/index.php?id_category=12&controller=category
Si, il n’y a pas de couteaux, c’est qu’ils ne sont pas disponibles.
Pour créer un couteau en coutellerie d’art, je me rends à mon bureau ou à mon établi.
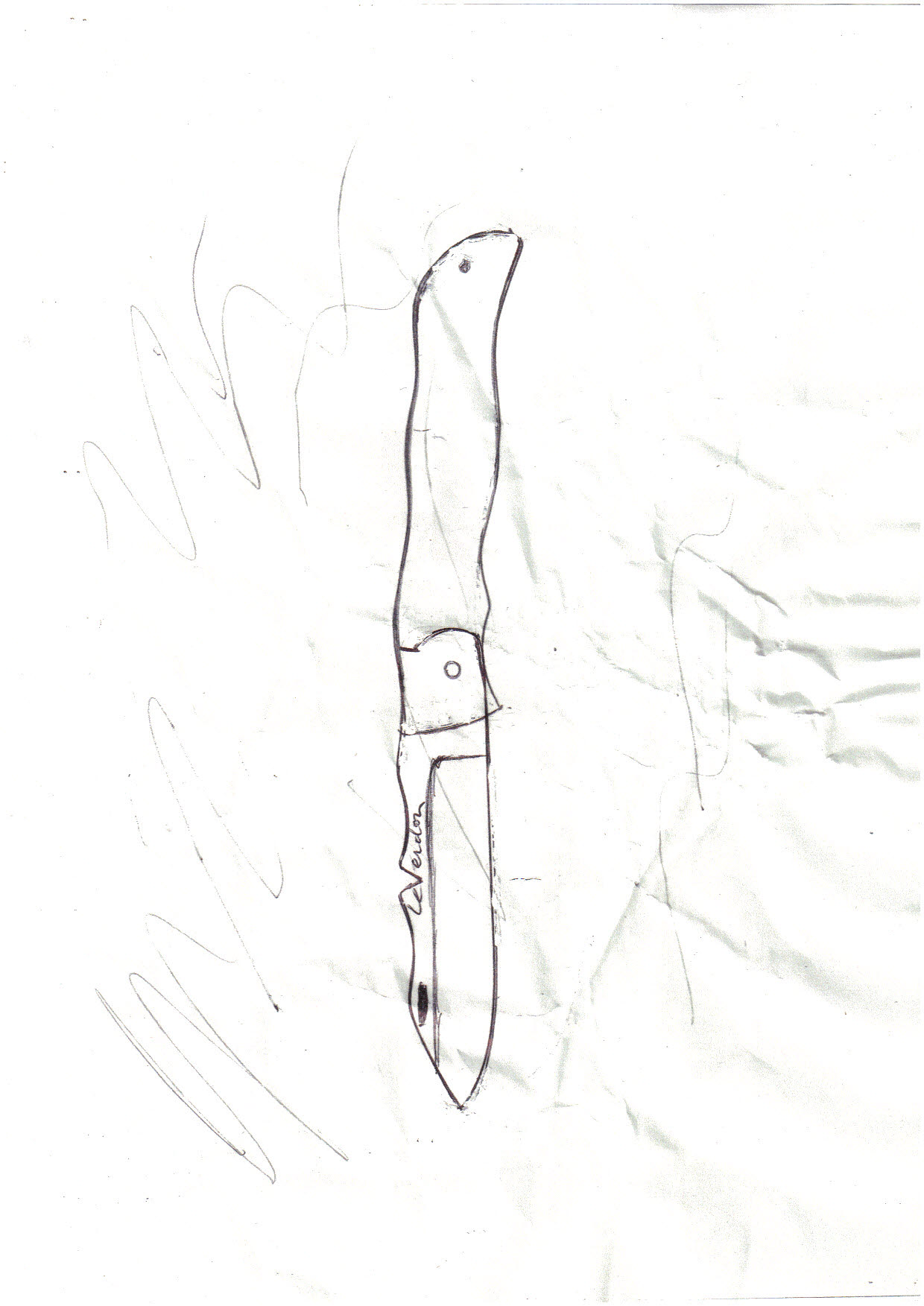
Je vais prendre une première page blanche, et je vais définir un rectangle, avec une longueur et une largeur en fonction de la dimension de mon futur couteau.
Je commence à dessiner le manche ou la lame.
Cette étape peut être très longue, surtout, quant on ne détient pas de savoir-faire en dessin.
Lors du design du couteau, mettre 1 millimètre de plus ou de moins change la forme du couteau !
Lorsque le manche à sa forme, je dessine la lame, et réalise des photocopies du manche et de lame, jusqu’à obtenir la forme désirée du couteau.
Une fois que le couteau, que je viens de dessiner me convient, cela peut durer, 1 semaine, un mois, ou plus, je réalise une photocopie de la lame et du manche, que je colle sur une surface rigide, que je vais pouvoir découper.

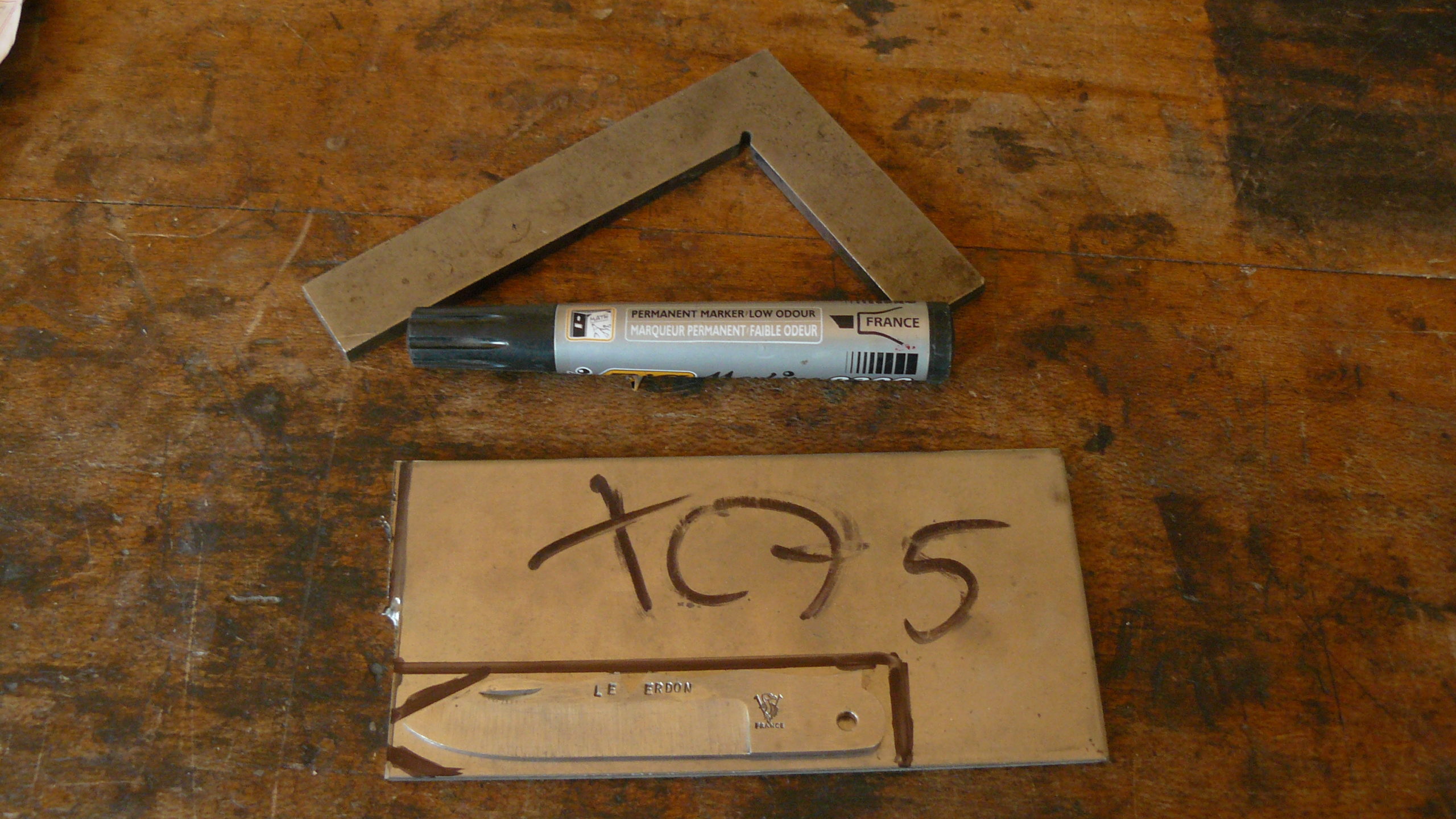
Une fois, que le gabarit en carton et découpé, je réalise le gabarit en acier de l’ensemble du couteau.

Si j’ai des modifications de forme ou de taille à réaliser, c’est le moment.
Viens enfin, le moment le plus attendu…
La fabrication du premier couteau, suite à la création de son gabarit.
Je vais choisir un morceau de bois, que j’ai en stock, choisir l’acier pour la lame, le rivet pour la butée, l’axe de la lame, les vis …

Je dépose mon gabarit, sur l’acier choisi pour la lame, et dessine un rectangle.
Celui-ci est découpé et ébavuré.

Je pose, le gabarit sur l’ébauche, et perce le trou d’axe de la lame et le fraise.

Ensuite, avec la pointe à tracer, je trace la forme extérieure de la lame.

Celle-ci est détourée au back-stand et ébavurée.


Je découpe le V dans la lame, et le lime au tire-point, pour lui donner sa forme définitive.


Je mets la lame, d’équerre sur l’extérieur.
La lame est en forme ; il est grand temps de s’occuper du carrelé de bois qui à déjà été rainurer pour le passage de la lame.

Après avoir trouvé, l’endroit où va se trouver la butée de la lame, je perce celle-ci et le fraise.

Je m’occupe de percer le trou du lacet, et m’occupe de percer le trou d’axe de la lame.


Je fraise le trou d’axe de la lame pour faire passer les têtes de vis.
Toujours à l’aide du gabarit, je réalise, le traçage de la forme extérieur du manche.

Je réalise le rivetage de la butée de la lame, sur l’enclumette.

Avec la scie à ruban, je détoure le manche.


J’ajuste la lame sur le manche, et met le manche en forme extérieur.



Après avoir tracé l’emplacement de la marque de fabrique et de l’onglier, je me rends au balancier, et poinçonne la marque de fabrique et de l’onglier pour finir par le poinçonnage du nom du couteau.


Je redresse la lame, et réalise l’émouture avant la trempe.
L’émouture et réalisée au back-stand, a main levée, sans appui ou gabarit. L’épaisseur de la lame est de 3 millimètres et il faut amener son tranchant à 1 millimètres.

Il faut maintenant réaliser la trempe de celle-ci et le revenu. Ces deux étapes sont très importantes, pour la qualité de la lame.



Après mettre assuré que la trempe est correct, je termine l’émouture de la lame, pour finaliser le tranchant. De 1 millimètre, on ramene le tranchant à 0.20 millimètres d’épaisseur.

Une fois, que la lame est prête pour le polissage, je la « remonte » sur son manche, et m’occupe de le façonner.

Au back-stand, je façonne le manche du grain 40, qui est très gros grain, au grain 600 qui est un grain très fin, et ponce celui-ci à la main et en long du grain 240 au grain 1200, pour que le manche soit parfaitement formé est poncé.

Le couteau est bientôt fini, quoique que ?
Je démonte la lame, ponce son dos au grain fin, et la polie au nylon, pour lui donner un aspect mat.


Après avoir polie les têtes de vis, je remonte la lame sur son manche, est le poli.

Me reste plus, qu’à aiguiser la lame !
J’aiguise la lame. Je retire le morfil. Et je repolie le tranchant.

J’essuie le couteau, vérifie que celui-ci ne comporte pas de défaut.
Je monte au bureau. Je réalise le certificat et le carnet d’entretien du couteau, que je mets dans un sachet kraft avec sa clés Allen.
Le couteau, est fini, et peut être proposé à la vente, en attendant son futur propriétaire.


Heures passées : de 3 heures pour le modèle le plus simple, à 20 heures et plus pour 1 couteau.
Le prix du couteau, sera en fonction des matériaux, du système de blocage de la lame, du temps passé, etc…
Coutellement vôtre,
Mikaël Trocherie.
Nota bene :
*Modèle et marque déposés à l’INPI
Toutes les photos, de cette page, ont étaient prise à différents moments.
Vous devez être connecté pour poster un commentaire.